

- English
 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català שפה עברית
שפה עברית Cymraeg
Cymraeg Galego
Galego Latviešu
Latviešu icelandic
icelandic ייִדיש
ייִדיש беларускі
беларускі Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ភាសាខ្មែរ
ភាសាខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Тоҷикӣ
Тоҷикӣ O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra Հայերեն
Հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba অসমীয়া
অসমীয়া ଓଡିଆ
ଓଡିଆ Español
Español Português
Português русский
русский Français
Français 日本語
日本語 Deutsch
Deutsch tiếng Việt
tiếng Việt Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türkçe
Türkçe Gaeilge
Gaeilge العربية
العربية Indonesia
Indonesia Norsk
Norsk تمل
تمل český
český ελληνικά
ελληνικά український
український Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақша
Қазақша Euskal
Euskal Azərbaycan
Azərbaycan Slovenský jazyk
Slovenský jazyk Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Srpski језик
Srpski језик

Home
>
Products > QGM Block Making Machine
> ZN Series Block Machine
>
ZN1000C Concrete Block Machine
Products






ZN1000C Concrete Block Machine
You can rest assured to buy ZN1000C Concrete Block Machine from our factory. ZN1000C automatic block making production line with the central control system, the customer is able to guarantee the quality of blocks and service in accordance with the standards and requirements of different projects. It could produce around 800 m2 quality paving blocks per day(8 hours) which can enhance their competitiveness in the industry.
Send Inquiry
Product Description
You can rest assured to buy ZN1000C Concrete Block Machine from our factory. ZN1000C block machine is manufactured in China, strictly following German technology and craftsmanship, using German technology, and is the world's leading block machine technology. German technology is known for its rigor and simplicity, and pays more attention to overall performance, efficiency and machine quality. The characteristics of ZN1000C Concrete Block Machines are more stable performance, higher production efficiency and lower failure rate. In terms of performance, efficiency, energy saving, environmental protection and other aspects, it is far ahead of other block machines on the market.
Main Technology Features
1)Frequency conversional technology control
Reduce the motor starting current and soft start function control, prolong the life of the motor. The main oscillator of ZN1000C Concrete Block Machine adopts low-frequency standby and high-frequency operation, which improves the operation speed and product quality. Reduce mechanicalaccessory and motor damage, prolong thelife of the motor and mechanical. The frequency conveter saving about 20%-40% power than the traditional conveter.

2)Germany Siemens PLC control system, Siemens touchscreen, Germany
Easy operation,low failure ratio, ZN1000C Concrete Block Machine running stability and high reliability.Use the most-advanced industrial internet technology, realize remote trouble-shooting & maintenance. PLC and touchscreen use the PROFINET internet together, convenient for system diagnosis and WEB expansion. Achieve problem diagnosis and alarm system constantly, convenient for machine maintenance and troubleshooting. PLC running data for permanent preservation.
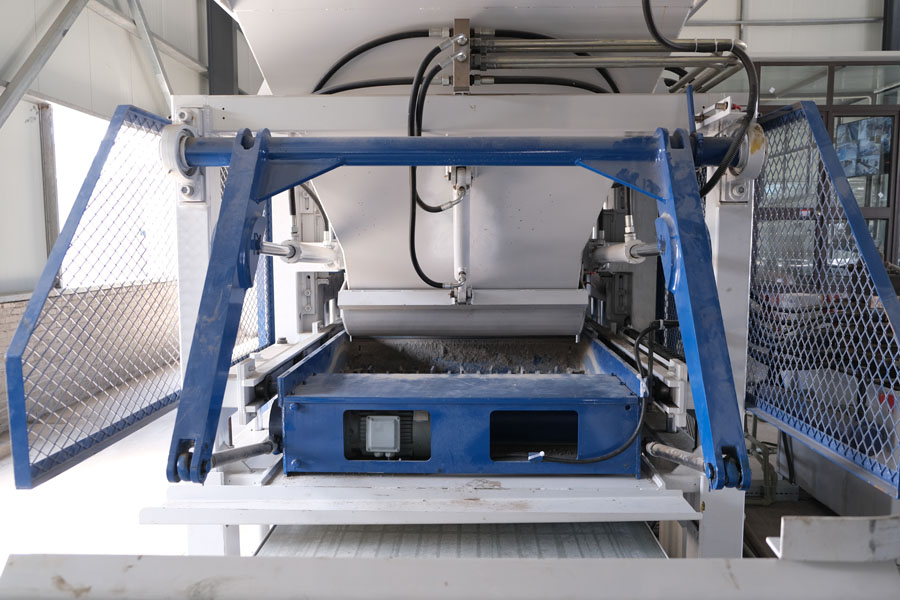
3)Vibration System
Vibration table consists with dynamic table and static table. When vibration begin,dynamic table vibrate,static table remain static. The structure is designed to ensure the amplitude of the vibration table, so as to ensure the high quality of concrete products. Vibration table using HARDOX steel. Vibration mode: using the vibration table vibration +top mould vibration; vibration motor installation vibration damping device and air cooling device.
4)Feeding System
Motor use SEW motors, which control two mixing shafts. Feeding frame, bottom plate and mixing blade are made of high-duty HARDOX steel, the location of bottom plate can be adjusted.Feeding system have sealing device to prevent leakage. The door of the discharging gate is controlled by the SEW motor.

5)Hydraulic Station
Hydraulic pumps and hydraulic valves adopt international brands. Tube uses "Flange Connection, convenient installation and maintenance. Multi-point pressure detection point, convenient detection. Digital temperature and blockage alarm function. Motor and pump connection, flange connection, good coaxial. Dynamic proportional valve and constant power pump, speed regulation, voltage regulation, energy saving.

Technical Data
| Max. Forming Area | 1,100*820mm |
| Height of finished product | 20-300mm |
| Moulding Cycle | 15-25s |
| Exciting force | 80KN |
| Pallet Size | 1,200*870*(12-45)mm |
| Forming block number | 390*190*190mm(10 blocks/mould) |
| Vibration table | 2*7.5KW |
| Top vibration | 2*0.55KW |
| Electrical control system | SIEMENS |
| Total weight | 42.25KW |
| Machine Dimension | 12T |
Production Capacity
| Block Type | Output |
ZN1000C Block Making Machine |
240*115*53mm  |
Number of formed blocks(block/ mould) | 50 |
| Cubic meter/ hour(m3/ hour) | 13-18 | |
| Cubic meter/ day (m3/ 8 hours) | 1005-1400 | |
| Number of brick (blocks/ m3) | 683 | |
390*190*190mm  |
Number of formed blocks(block/ mould) | 9 |
| Cubic meter/ hour(m3/ hour) | 22.8-30.4 | |
| Cubic meter/ day (m3/ 8 hours) | 182.5-243.3 | |
| Number of brick (blocks/ m3) | 71 | |
400*400*80mm  |
Number of formed blocks(block/ mould) | 3 |
| Cubic meter/ hour(m3/ hour) | 69.1-86.4 | |
| Cubic meter/ day (m3/ 8 hours) | 553-691.2 | |
| Number of brick (blocks/ m3) | 432-540 | |
245*185*75mm  |
Number of formed blocks(block/ mould) | 15 |
| Cubic meter/ hour(m3/ hour) | 97.5-121.5 | |
| Cubic meter/ day (m3/ 8 hours) | 777.6-972 | |
| Number of brick (blocks/ m3) | 2160-2700 | |
250*250*60mm  |
Number of formed blocks(block/ mould) | 8 |
| Cubic meter/ hour(m3/ hour) | 72-90 | |
| Cubic meter/ day (m3/ 8 hours) | 576-720 | |
| Number of brick (blocks/ m3) | 1152-1440 | |
225*112.5*60  |
Number of formed blocks(block/ mould) | 25 |
| Cubic meter/ hour(m3/ hour) | 91.1-113.9 | |
| Cubic meter/ day (m3/ 8 hours) | 728.9-911.2 | |
| Number of brick (blocks/ m3) | 3600-4500 | |
200*100*60  |
Number of formed blocks(block/ mould) | 36 |
| Cubic meter/ hour(m3/ hour) | 103.7-129.6 | |
| Cubic meter/ day (m3/ 8 hours) | 829.4-1036.8 | |
| Number of brick (blocks/ m3) | 5184-6480 | |
200*200*60  |
Number of formed blocks(block/ mould) | 4 |
| Cubic meter/ hour(m3/ hour) | 72-90 | |
| Cubic meter/ day (m3/ 8 hours) | 576-720 | |
| Number of brick (blocks/ m3) | 576-720 |
Hot Tags: ZN1000C Concrete Block Machine, China, Manufacturer, Supplier, Factory, Customized, Quality, Advanced, CE
Product Tag
Related Categories
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.









X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy